|
Liczenie braków wejściem |
  
|
|
Liczenie braków wejściem |
|
Możemy skonfigurować nadzorcę który będzie prostym licznikiem i do przyporządkowanego mu wejścia doprowadzić sygnał gdy pojawi się brak.
Potem ustawiamy tego nadzorcę jako asystenta braków nadzorcy maszyny. Wszystko co policzy nasz asystent braków będzie jednocześnie doliczone do liczników braków głównego nadzorcy.
Jeżeli nasza maszyna posiada urządzenie które usuwa braki, np. system wizyjny to możemy liczyć je na bieżąco.
Możemy też tak skonfigurować nadzorcę aby liczyć braki przez innego nadzorcę i wpisywać je ręcznie. Co przepuści system kontrolny a wychwyci pracownik to doda ręcznie.
Jeżeli nie mamy żadnego urządzenia które pozwalało by na pozyskanie sygnału adekwatnego do powstania braków możemy zastosować pewien prosty patent jak na rysunku:
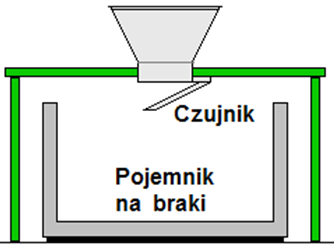
Braki do pojemnika wrzucamy przez lej w którym instalujemy czujnik. Dla ciężkich elementów może to być klapa z czujnikiem magnetycznym, dla lekkich fotokomórka.
Każde wrzucenie braku da nam sygnał który możemy policzyć.
Można też rozważyć zastosowane przycisku który operator naciśnie gdy maszyna zrobi wadliwy produkt.
Ma to sens tam gdzie produkujemy duże „rzeczy” np. korpusy.
Oczywiście metoda taka jest silnie zależna od zachowania pracownika ale zawsze wato spróbować.