|
Ustawienia |
  
|
|
Ustawienia |
|
Sposób zliczania czasu pracy i mikro przestojów definiujemy w modelu nadzorcy:
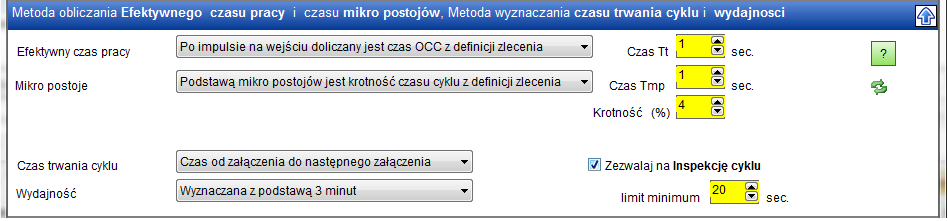
Metody wyznaczania efektywnego czasu pracy:
| 1) | Czas pracy narasta jak wejście jest załączone |
| 2) | Po impulsie na wejściu doliczany jest czas Tt |
| 3) | Po impulsie na wejściu doliczany jest czas OCC z definicji zlecenia |
Metoda 1 - czas biegnie gdy jest sygnał na wejściu - jak w klasycznym liczniku
W metodach 2 i 3 czas czas jest doliczany po każdym impulsie z tą różnicą że w 2 metodzie czas ( Tt ) ustawiany jest na stałe
a w metodzie 3 czas ( OCC ) ustalany jest w definicji zlecenie produkcyjnego
Metoda wyznaczania czasu mikro postojów:
| 1) | Nie licz mikro postojów |
| 2) | Podstawą mikro postojów jest krotność czasu cyklu z definicji zlecenia |
| 3) | Podstawą mikro postojów jest czas Tmp |
| 4) | Podstawą mikro postojów jest procentowy udział czasu OCC / Tt |
W metodzie 2 czas mikro postojów jest liczony jako krotność czasu OCC ustalonego w zleceniu.
Jeśli ustalimy krotność na 4 a aktualny czas cyklu OCC wyniesie 10 sekund to czas mikro postojów będzie liczony przez 40 sekund.
W metodzie czas trwania mikro postojów ustalany jest na sztywno parametrem Tmp.
4 metoda ustala czas trwania mikro postojów jako procent czasu OCC. W tym trybie krotność określa ilość procent.
Przykładowo jeśli krotność ustalimy na 20 (%) a czas cyklu OCC wyniesie 50 sekund to podstawą czasu mikro postojów będzie 10 sekund.
Metoda wyznaczania czasu trwania cyklu
| 1) | Czas od załączenia do następnego załączenia |
| 2) | Czas od załączenia do wyłączenia |

Czas cyklu wyznaczany jest jedną z dwu metod: w pierwszej czas liczony jest od początku sygnału do początku następnego sygnału
a w drugiej czas cyklu liczony jest tak długo jak długo trwa sygnał wejściowy.
W pierwszej metodzie czas cyklu jest średnią ważoną z ostatnich trzech cykli.
Metoda wyznaczania wydajności
| 1) | Nie wyznaczaj wydajności |
| 2) | Wyznaczana z podstawą 3 minut |
| 3) | Wyznaczana z podstawą 6 minut |
| 4) | Wyznaczana z podstawą 12 minut |
| 5) | Wyznaczana z podstawą 48 minut |
| 6) | Wyznaczana na podstawie czasu cyklu |
Wybór metody determinuje czy wydajność ma być wyznaczana a jeśli tak to z jaką podstawą czasu.
W panelu ustawień czasu i cyklu mamy też ustawienie decydujące o tym czy dla maszyny można załączyć inspekcję czasu
a jeśli tak wyznaczyć limit minimum - zobacz Inspekcja cyklu